

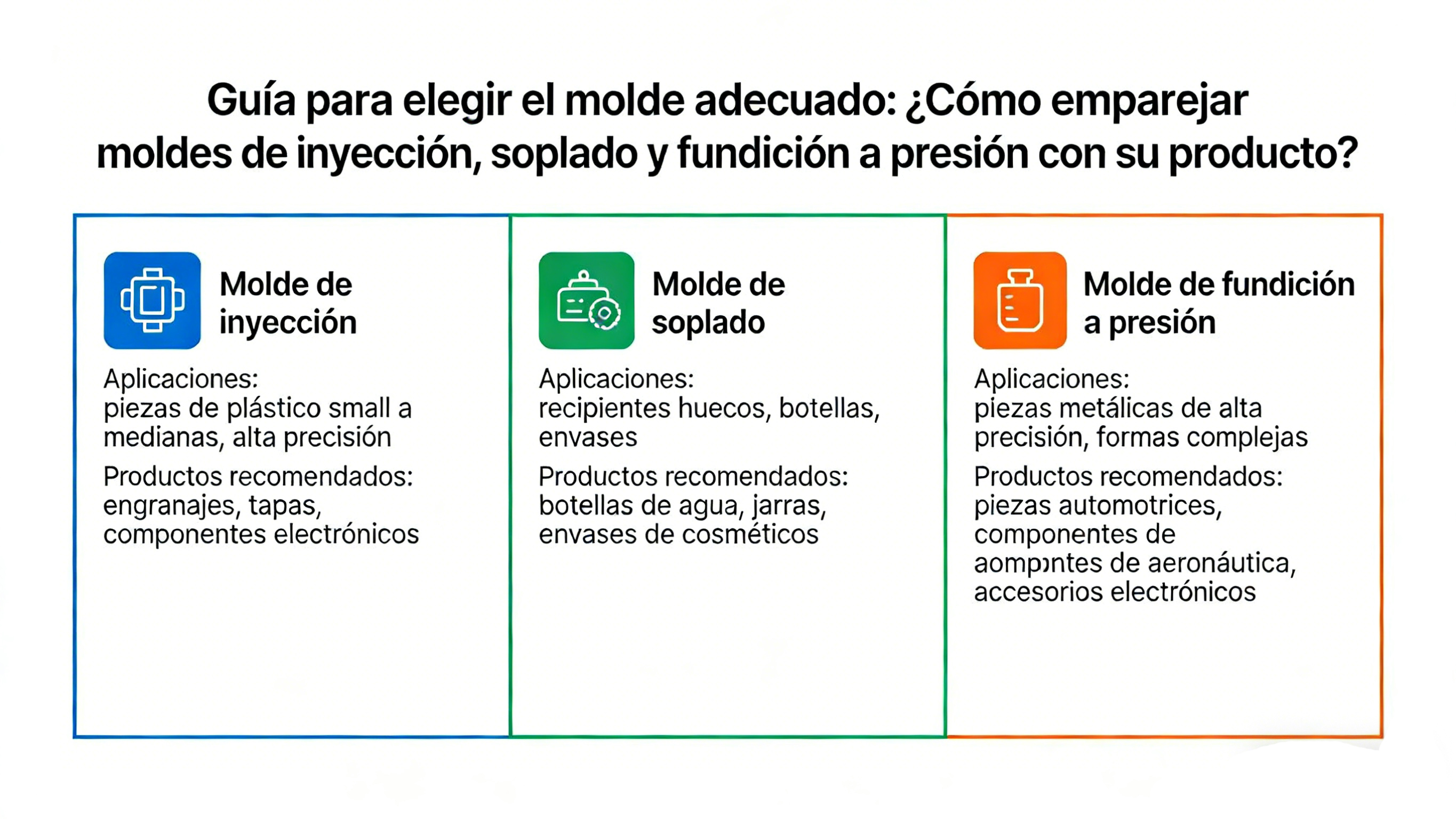
Guía para elegir el molde adecuado: ¿Cómo emparejar moldes de inyección, soplado y fundición a presión con su producto?
En la industria manufacturera, seleccionar el molde correcto es un paso crucial en el proceso de diseño y producción del producto. Diferentes tipos de moldes corresponden a diferentes materiales, procesos y características del producto. Este artículo detalla las diferencias clave entre los moldes de inyección, soplado y fundición a presión, ayudándole a tomar la decisión óptima para diversos escenarios de producto.
1. Moldes de inyección: La máxima expresión de precisión y eficiencia
Proceso principal: Se inyecta plástico fundido en una cavidad de molde cerrada, se enfría y solidifica, y luego se expulsa como pieza terminada.
Materiales aplicables: Varios plásticos termoplásticos (p. ej., ABS, PP, PC, PA), plásticos termoestables (p. ej., resina fenólica, resina epoxi) y algunos elastómeros.
Productos típicos:
-
Piezas estructurales de precisión: carcasas de dispositivos electrónicos, engranajes, conectores
-
Artículos de uso diario: juguetes, vajilla, cajas de almacenamiento
-
Interior de automóviles: componentes del salpicadero, botones, paneles
-
Suministros médicos: jeringas, kits de reactivos, carcasas de instrumentos
Ventajas:
-
Alta precisión y repetibilidad, adecuado para geometrías complejas y detalles finos
-
Alto acabado superficial, a menudo listo para uso decorativo
-
Alta eficiencia de producción y automatización
-
Puede formar estructuras complejas de una sola pieza, reduciendo pasos de ensamblaje
Limitaciones:
-
Alto costo del molde, especialmente para moldes multicavidad o complejos
-
Tamaño de la pieza limitado por la fuerza de cierre y la capacidad de inyección de la máquina
-
Utilizado típicamente para piezas macizas o de pared gruesa; no ideal para productos huecos de pared delgada y gran área
Cuándo elegir: El moldeo por inyección es la primera opción cuando el producto es macizo o de pared gruesa, requiere alta precisión dimensional, buena calidad superficial y el volumen de producción es suficiente para amortizar el alto costo del molde.
2. Moldes de soplado: La solución especializada para productos huecos
Proceso principal: Se coloca una preforma termoplástica en un molde y se infla con aire comprimido, adaptándose a la cavidad del molde. Luego se enfría para formar un producto hueco.
Variantes principales: Soplado por extrusión (para botellas, envases), soplado por inyección (mayor precisión, p. ej., para botellas médicas), soplado por estiramiento (orientación biaxial, p. ej., para botellas de PET).
Materiales aplicables: Polietileno (PE), Polipropileno (PP), Cloruro de polivinilo (PVC), Tereftalato de polietileno (PET), etc.
Productos típicos:
-
Envases: botellas de bebidas, botellas de aceite, botellas de cosméticos, frascos de medicamentos
-
Productos industriales: bidones químicos, depósitos de agua, conductos de aire para automóviles
-
Artículos de uso diario: juguetes, equipamiento deportivo, piezas de mobiliario
Ventajas:
-
Especializado en producir productos huecos con distribución de material relativamente uniforme
-
Puede formar productos huecos con curvas complejas
-
El costo del molde es generalmente menor que el de los moldes de inyección para tamaños comparables
-
Adecuado para envases con asas o aberturas irregulares
Limitaciones:
-
La precisión dimensional y definición de detalles son generalmente inferiores al moldeo por inyección
-
El control del espesor de pared es más desafiante que en el moldeo por inyección; las líneas de partición son notorias
-
Típicamente no puede formar piezas macizas o estructuras internas muy intrincadas
Cuándo elegir: El moldeo por soplado tiene claras ventajas cuando el producto es hueco, sensible al costo y la máxima precisión dimensional no es la prioridad más alta. Es casi exclusivo para aplicaciones como el envasado de líquidos y contenedores grandes.
3. Moldes de fundición a presión: Fundición de alto volumen para piezas metálicas
Proceso principal: El metal (aleación) fundido se inyecta a alta presión y velocidad en una cavidad de molde de metal, donde se enfría y solidifica rápidamente bajo presión.
Materiales aplicables: Aleaciones no ferrosas con puntos de fusión relativamente bajos, como aluminio, zinc, magnesio y cobre.
Productos típicos:
-
Piezas de automóvil: carcasas de motor, cajas de transmisión, soportes estructurales
-
Productos 3C: carcasas de ordenadores portátiles, carcasas de motores, disipadores de calor
-
Herrajes: cerraduras, tiradores, engranajes
-
Electrodomésticos: carcasas de herramientas eléctricas, piezas de aspiradoras
Ventajas:
-
Permite la producción a alta velocidad de piezas metálicas complejas, mucho más eficiente que otros procesos de conformado de metales
-
Buena estabilidad dimensional y alta resistencia de la pieza
-
Buena calidad superficial, adecuada para posteriores tratamientos como plateado, pintura, etc.
-
Permite la fundición de pared delgada, ahorrando material
Limitaciones:
-
Altos requisitos para el material del molde (acero para herramientas de trabajo en caliente), resultando en un costo de molde muy alto
-
Riesgo de defectos de fundición como porosidad y retracción
-
Generalmente no es adecuado para metales de alto punto de fusión como el hierro y el acero
-
La vida útil del molde se ve afectada por la erosión del metal fundido a alta temperatura
Cuándo elegir: La fundición a presión es una opción económica y eficiente para la producción en masa de piezas metálicas complejas y de alta resistencia, cuando el material es una aleación de bajo punto de fusión como aluminio, zinc o magnesio. No es para productos plásticos.
4. Un marco de decisión tridimensional: ¿Cómo tomar una decisión informada?
Al evaluar un producto específico, evalúelo sistemáticamente desde las siguientes tres dimensiones:
1. Dimensión del material (El material primero)
-
¿Plástico o metal? Esta es la división fundamental. Elija inyección o soplado para plástico; fundición a presión para aleaciones metálicas.
-
¿Tipo específico de plástico? Los termoplásticos pueden adaptarse a los tres procesos (con diferentes tendencias); los termoestables solo pueden moldearse por inyección. Las botellas de PET requieren soplado por estiramiento.
-
¿Se requiere que sea hueco? Si es así, el moldeo por soplado se convierte en un candidato fuerte.
2. Dimensión del producto y diseño
-
¿Estructura maciza o hueca? Los productos huecos se inclinan hacia el moldeo por soplado.
-
Requisitos de precisión, acabado superficial, detalle: Los requisitos altos favorecen el moldeo por inyección (plástico) o la fundición a presión (metal).
-
Características del espesor de pared: Piezas huecas de pared delgada y gran área – moldeo por soplado; piezas metálicas complejas de pared delgada – fundición a presión; piezas plásticas de pared gruesa o macizas – moldeo por inyección.
-
Tamaño: Contenedores huecos muy grandes (p. ej., bidones químicos) son típicamente moldeados por soplado; piezas estructurales metálicas muy grandes pueden requerir otros procesos.
3. Dimensión de costo y volumen de producción
-
Volumen esperado: Los moldes de fundición a presión tienen el costo más alto, requiriendo volúmenes muy altos para amortizar; los moldes de inyección son los siguientes; los moldes de soplado pueden tener costos relativamente más bajos.
-
Presupuesto para el molde: Si el presupuesto es ajustado y el producto se adapta, considere el moldeo por soplado.
-
Requisitos de tiempo de ciclo y eficiencia: La fundición a presión y el moldeo por inyección tienen ciclos cortos y alta eficiencia; los ciclos de moldeo por soplado son relativamente más largos, afectados por el enfriamiento.
5. Aplicaciones cruzadas y tendencias de innovación
Con los avances tecnológicos, los límites se están difuminando:
-
Moldeo por soplado de inyección: Combina inyección y soplado; se moldea por inyección una preforma, luego se transfiere a un molde de soplado para inflado, usado para frascos de medicamentos de alta precisión.
-
Moldeo por inyección multimaterial/multicolor: Completa la inyección de múltiples materiales o colores dentro de un solo molde, mejorando la función y estética del producto.
-
Moldeo por inyección de espuma microcelular: Introduce fluido supercrítico para reducir el peso y la deformación.
-
Fundición a presión al vacío: Reduce la porosidad interna en las piezas fundidas a presión, mejorando las propiedades mecánicas.
Conclusión
No existe un molde "mejor", solo el proceso "más adecuado". Los moldes de inyección reinan en el moldeo de plástico de precisión, los moldes de soplado se especializan en productos huecos rentables, y los moldes de fundición a presión son poderosos para la producción en masa de piezas metálicas complejas. Al tomar una decisión, asegúrese de considerar los tres pilares: material del producto, estructura de diseño y economía de producción. Cuando sea necesario, participe en una comunicación profunda con proveedores de moldes e ingenieros de procesos. La elección correcta no solo determina si un producto puede pasar del dibujo a la realidad, sino que también impacta directamente en la calidad del producto, el control de costos y el éxito en el mercado.
Tiempo de publicación:2026-03-25