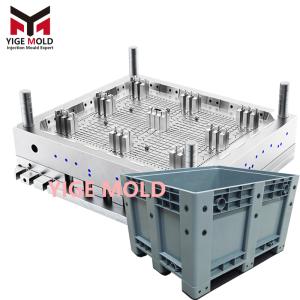
Molde para contenedor de basura de 240L

Molde para Contenedor de Basura de 240 Litros
Definición del Producto:
El contenedor de basura de 240 litros es un recipiente estándar en los sistemas de recolección de residuos sólidos urbanos. Su fabricación cumple con la serie de normas EN 840 (UE) y GB/T 28797-2012 (China). Como contenedor rotacional de gran tamaño, su diseño debe cumplir con los siguientes índices centrales: volumen útil de 240±5L, resistencia a carga ≥300kg, sin rotura en prueba de caída (-20℃/altura de 2m) y estabilidad de apilamiento ≥5 unidades.
Especificaciones Técnicas del Molde:
1. Parámetros de Diseño Estructural
-
Emplea una estructura de molde de cuatro placas (1 superficie de partición principal + 2 extracciones laterales + 1 sistema de expulsión inferior)
-
Diseño de gradiente de espesor de pared de la cavidad:
-
Cuerpo principal del contenedor: 4.5±0.3mm
-
Red de nervaduras de refuerzo: 2.8±0.2mm
-
Reborde de la boca: 5.2±0.3mm
-
Textura antideslizante del fondo: 3.8±0.2mm
-
-
Sistema de ángulos de desmoldeo:
-
Pared exterior del cuerpo: 1.2°
-
Superficie de la cavidad interna: 1.5°
-
Pared lateral de las nervaduras: 2.0°
-
2. Configuración del Sistema de Alimentación
-
Disposición de canales calientes: 6 boquillas de aguja
-
Posición de las entradas: Distribuidas uniformemente en la circunferencia del fondo
-
Diámetro de canales: Principal Φ28mm, Ramales Φ12mm
-
Precisión de control de temperatura: ±2.5℃ (control PID por zonas)
3. Ingeniería del Sistema de Enfriamiento
-
Enfriamiento principal: 8 grupos de canales de refrigeración en espiral y por capas
-
Caudal por grupo: 18 L/min
-
Presión de trabajo del agua: 0.6 MPa
-
Diferencia de temperatura entrada/salida: ≤3℃
-
-
Enfriamiento reforzado local:
-
Zona de la boca: Insertos de aleación de cobre + sistema de enfriamiento por puntos
-
Base de la bisagra: Circuito de refrigeración independiente
-
Orificios de montaje del eje de la rueda: Pasadores conductores de calor
-
4. Sistemas de Ventilación y Expulsión
-
Diseño de ventilación:
-
Profundidad de las ranuras de ventilación en la superficie principal de partición: 0.04-0.06mm
-
Diferencia escalonada para ventilación en juntas de insertos: 0.02-0.03mm
-
Área total de ventilación ≥ 0.08% del área proyectada de la cavidad
-
-
Mecanismo de expulsión:
-
Expulsión mediante 32 resortes de nitrógeno (fuerza unitaria 8kN)
-
Especificaciones de los vástagos eyectores: Cuerpo Φ12mm, Nervaduras Φ8mm
-
Carrera de expulsión: 280mm (con detección de carrera)
-
Estándar de Precisión de Fabricación:
1. Requisitos Técnicos de Componentes Clave
-
Cavidad: Material PX5, Dureza HRC 38-42, Acabado texturizado por grabado químico + recubrimiento de teflón, Tolerancia de contorno ≤0.1mm/1000mm
-
Núcleo: Material 1.2311, Dureza HRC 40-44, Profundidad de tratamiento de nitruración 0.15mm, Tolerancia de contorno ≤0.08mm/800mm
-
Correderas: Material 1.2344 (H13), Dureza HRC 48-52, Recubrimiento de cromo duro 0.03mm, Juego de montaje 0.025-0.04mm
-
Boquillas calientes: Aleación de titanio TC4, Recubrimiento cerámico, Concentricidad ≤Φ0.01mm
2. Indicadores de Precisión de Montaje
-
Tasa de contacto de la superficie de partición: ≥96% (verificado con galga de 0.02mm)
-
Error de sincronización de correderas: ≤0.1mm
-
Paralelismo de la placa eyectora: ≤0.05mm/1000mm
-
Prueba de estanqueidad del agua de refrigeración: 1.0 MPa durante 30 min sin fugas
Parámetros del Proceso de Moldeo:
1. Material y Temperatura
-
Material base: Polietileno de alta densidad (HDPE), Índice de fluidez 5-7 g/10min, Densidad 0.955-0.965 g/cm³
-
Configuración de temperatura:
-
Temperatura del cilindro: 180℃ → 190℃ → 200℃ → 210℃ (tobera)
-
Temperatura del molde: Molde fijo 25-35℃, Molde móvil 30-40℃
-
Temperatura real del fundido: 205±5℃
-
2. Parámetros de Inyección
-
Control de velocidad de inyección en tres etapas:
-
Etapa 1 (llenado 30%): Velocidad 25%
-
Etapa 2 (llenado 60%): Velocidad 85%
-
Etapa 3 (llenado hasta 95%): Velocidad 45%
-
-
Parámetros de presión:
-
Presión de inyección: 80-110 MPa
-
Presión de mantenimiento: 45-60 MPa (decreciente en tres niveles)
-
Contrapresión: 8-12 MPa
-
Normativa de Mantenimiento del Molde:
1. Ciclo de Mantenimiento Preventivo
-
Mantenimiento diario (por turno): Limpieza de la superficie de partición, verificación del retorno de los vástagos eyectores, lubricación de las guías de las correderas.
-
Mantenimiento periódico:
-
50,000 ciclos: Reemplazo de los casquillos guía de los vástagos eyectores.
-
100,000 ciclos: Limpieza del sistema de canales calientes.
-
200,000 ciclos: Inspección del desgaste de la cavidad.
-
500,000 ciclos: Desmontaje, inspección y reparación integral.
-
2. Vida Útil de Componentes Clave
-
Cavidad/Núcleo: ≥800,000 ciclos (reparable hasta 3 veces)
-
Sistema de canales calientes: ≥1.5 millones de ciclos
-
Mecanismo de expulsión: ≥600,000 ciclos
-
Componentes hidráulicos: ≥300,000 ciclos
Indicadores Técnico-Económicos:
-
Ciclo de moldeo: 90-110 segundos (incluye extracción por robot)
-
Tasa de aprovechamiento del material: ≥98.5%
-
Índice de consumo energético: ≤0.25 kWh/kg
-
Período de recuperación de la inversión del molde: ≤12 meses (en régimen de dos turnos)
Aplicación Industrial:
Este tipo de molde se aplica principalmente en:
-
Saneamiento municipal: Recolección de residuos sólidos urbanos.
-
Parques industriales: Recolección clasificada de residuos industriales.
-
Comunidades y propiedades: Clasificación de residuos en origen.
-
Áreas especiales: Contenedores para residuos médicos (requiere aditivos antibacterianos).
Según estadísticas del sector, la demanda anual nacional de contenedores de 240L supera los 8 millones de unidades, correspondiendo a un tamaño de mercado de moldes de aproximadamente 320 millones de RMB. Los moldes de fabricación nacional poseen ventajas en cuanto a relación costo-rendimiento y ya se exportan a gran escala al mercado europeo.