

Molde para Accesorios de Tubería
Breve Introducción a la Clasificación de Moldes para Accesorios de Tubería
Los moldes para accesorios de tubería son herramientas especializadas de moldeo por inyección, utilizadas de manera extensiva y con altos requisitos técnicos, para producir componentes de conexión en sistemas de tuberías plásticas (como codos, tes, uniones directas, tapones, bridas, etc.). Su clasificación se basa principalmente en el tipo de accesorio, la estructura del molde y las características del proceso de producción.
1. Clasificación según el tipo y estructura del accesorio producido (Dimensión central)
La geometría de los diferentes accesorios determina directamente la complejidad de la estructura del molde.
-
Molde para accesorios de paso recto
-
Producto: Uniones directas, tapones, uniones rápidas (union nuts), bridas, etc. Característica: Estructura relativamente simple, generalmente con una sola dirección de flujo principal.
-
Características del molde: Suelen ser moldes estándar de dos placas, de estructura sencilla. El desafío radica en garantizar la lisura de la pared interior, la concentricidad y la precisión de las roscas (si las tiene).
-
-
Molde para accesorios de múltiples salidas
-
Producto: Tes, cruces, tes en Y, tes de reducción, etc. Característica: Tienen múltiples ramificaciones de flujo, con uniones internas.
-
Características del molde: Deben utilizar mecanismos de extracción lateral (correderas) para formar las ramas perpendiculares a la dirección principal de apertura. El número y control del movimiento de las correderas es clave, generalmente una corredera por rama. Es el tipo de complejidad media más común en moldes para accesorios.
-
-
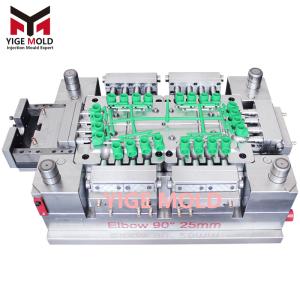
Molde para codos
-
Producto: Codos de 45°, 90°, 180°, etc. Característica: Tienen un canal de flujo curvo.
-
Características del molde:
-
Codos de ángulo pequeño: Pueden desmoldarse mediante correderas o pasadores inclinados (lifter pins).
-
Codos de ángulo grande o especiales: Suelen requerir extracción lateral de tipo bisagra o correderas complejas accionadas por cilindros hidráulicos para lograr el movimiento de extracción curvo. Exigen alta precisión de mecanizado y ajuste del molde.
-
-
-
Molde para accesorios con rosca
-
Producto: Accesorios con rosca interior, rosca exterior, uniones rápidas, etc.
-
Características del molde:
-
Roscas internas: Generalmente utilizan mecanismos de desenroscado automático por transmisión de engranajes (accionados por motor eléctrico o hidráulico) o estructuras de núcleo roscado + correderas de mitades (Háff blocks). Las primeras tienen un alto grado de automatización; las segundas son más simples pero menos eficientes.
-
Roscas externas: Generalmente se forman mediante correderas de mitades (Háff blocks) que se separan, o en casos especiales mediante desenroscado automático.
-
-
2. Clasificación según características estructurales del molde
-
Molde con correderas de extracción lateral
-
Aplicación: La gran mayoría de accesorios de múltiples salidas y codos. Las correderas forman las bocas de las ramas o los puertos del codo.
-
Características: El diseño de las correderas es crucial; su precisión de guiado, refrigeración y resistencia al desgaste son vitales.
-
-
Molde con desenroscado automático
-
Aplicación: Accesorios con roscas internas de producción a gran volumen (como uniones directas roscadas, tapones).
-
Características: Integra sistemas de engranajes, cadenas o cilindros hidráulicos que giran automáticamente el núcleo roscado al abrirse, permitiendo producción totalmente automatizada y de alta eficiencia.
-
-
Molde de canales calientes
-
Aplicación: Producción de accesorios grandes/medianos y de alto volumen (p.ej., accesorios de gran diámetro, accesorios de PPR).
-
Características: Permite un ahorro significativo de material (sin desperdicio de canales), mejora la transmisión de presión (garantizando uniformidad de espesor de pared) y acorta el ciclo. Es la configuración estándar para producción de alta calidad y gran escala.
-
-
Molde apilado (en tándem)
-
Aplicación: Accesorios pequeños y estandarizados de gran volumen (p.ej., uniones directas o codos de pequeño diámetro).
-
Características: Apila dos o más juegos de cavidades, duplicando la producción por ciclo sin aumentar la fuerza de cierre de la máquina. El costo del molde es alto, pero el costo unitario se reduce significativamente.
-
3. Clasificación según material y características del proceso
-
Molde para accesorios de PVC
-
Características del material: El PVC tiene baja estabilidad térmica y se degrada fácilmente, produciendo gases corrosivos.
-
Requisitos especiales del molde: Los canales y bebederos deben diseñarse para un flujo suave y evitar estancamientos; las superficies de la cavidad y canales requieren tratamientos anticorrosivos especiales (como cromado, uso de aceros resistentes a la corrosión); se exige un sistema de refrigeración eficiente.
-
-
Molde para accesorios de PPR/CPVC
-
Características del material: El PPR es un material cristalino con alta contracción; el CPVC resiste altas temperaturas pero tiene baja fluidez.
-
Requisitos especiales del molde: Se requiere un control preciso de la contracción para garantizar la precisión dimensional; el diseño del bebedero debe considerar la ubicación de las líneas de unión (especialmente en la unión de las tes); se necesita refrigeración potente para controlar el grado de cristalinidad y el ciclo.
-
-
Molde para accesorios de plásticos de ingeniería
-
Materiales: PVDF, PPS, Nylon, etc., utilizados para transporte de fluidos especiales en la industria.
-
Requisitos del molde: Estos materiales suelen tener altas temperaturas de procesamiento y pueden ser corrosivos. El molde debe utilizar aceros de alta calidad resistentes al calor y a la corrosión (como H13, S136, etc.), y puede requerir sistemas de control de calentamiento.
-
4. Clasificación según el número de cavidades del molde
-
Molde de una sola cavidad: Para accesorios grandes y complejos (como tes de gran diámetro, reducciones).
-
Molde multicavidad (2, 4, 8, 16 cavidades, etc.): Para accesorios pequeños y estandarizados (como uniones directas pequeñas, tapones), buscando una eficiencia productiva muy alta. La disposición de las cavidades debe diseñarse cuidadosamente para garantizar el equilibrio de flujo.
Resumen: Configuración típica y enfoques técnicos
Para un molde típico de codo PPR de 90° o te, la configuración común es:
"Canales calientes + Estructura con correderas laterales + Disposición multicavidad"
Enfoques técnicos y desafíos centrales:
-
Equilibrio de flujo y control de líneas de unión: Garantizar un llenado uniforme en múltiples cavidades o ramificaciones, y controlar que las líneas de unión aparezcan en áreas no sometidas a presión.
-
Fiabilidad de los mecanismos de corredera: El movimiento preciso, la resistencia al desgaste y la refrigeración de las correderas afectan directamente la vida útil del molde y la estabilidad dimensional del producto.
-
Uniformidad de la refrigeración: Los accesorios requieren una alta uniformidad del espesor de pared, por lo que se debe lograr una refrigeración eficiente y uniforme para prevenir deformaciones y hundimientos.
-
Diseño de ventilación: La estructura de los accesorios tiende a atrapar aire, por lo que se necesitan ranuras de ventilación precisas en las superficies de acoplamiento de las correderas, planos de partición, etc.
Los moldes para accesorios de tubería son un ejemplo representativo dentro de los moldes de inyección donde se combinan utilidad práctica, estandarización y altos requisitos de fiabilidad. Su nivel de diseño afecta directamente la calidad y seguridad de todo el sistema de tuberías.
-

Pipe Fitting Mold
-

Molde para Tubo de Drenaje en "T"
-

Molde de Tee recto de PVC
-

Molde de codo de entrada de agua
-

Molde para accesorios de tubería de suministro de
-

PVC Drainage Pipe Fitting Mold
-

Molde de accesorio cruzado para tubería de drenaje
-
Molde de accesorio de tubería de agua PPR
-

Drainage Pipe 90-Degree Elbow Mold
-

PVC Straight Coupling Mold