Molde para paleta plástica

Molde para Paleta de Plástico
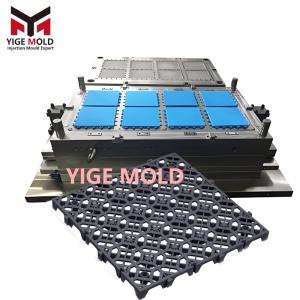
Definición del Producto:
El molde para paleta de plástico es una herramienta de conformado especializada utilizada para fabricar la unidad de carga central en logística industrial: la paleta de plástico. Su producto debe cumplir requisitos exigentes como capacidad de carga dinámica/estática, resistencia al impacto, resistencia a la intemperie, estabilidad dimensional e interfaces estandarizadas, siendo ampliamente utilizado en escenarios de almacenamiento, transporte y flujo de líneas de producción. Los materiales principales son polietileno de alta densidad, polipropileno y sus variantes reforzadas/modificadas.
Sistema Tecnológico del Molde:
1. Diseño Estructural de Alta Capacidad de Carga
-
Optimización Topológica Mecánica:
-
Optimización de la disposición de los tacos mediante análisis de elementos finitos, logrando una deformación ≤8 mm bajo cargas de 3000-6000 kg.
-
Diseño de red de nervaduras con estructura biomimética tipo panal, reduciendo el peso en un 18-25% mientras se incrementa la rigidez a la flexión.
-
-
Adaptación Estandarizada:
Diseño de Compatibilidad de Interfaces: ├── Estándar Europeo: 1200×800 mm / 1200×1000 mm ├── Estándar Americano: 1219×1016 mm ├── Estándar Japonés: 1100×1100 mm └── Especificaciones Especiales: Soporte para ajuste modular en múltiplos de 100 mm
2. Sistema de Alimentación Grande y Complejo
-
Tecnología de Canales Multinivel:
Esquema de Arquitectura de Canales: ├── Distribución Primaria: Canal caliente a canal frío (Φ40-50 mm) ├── Distribución Secundaria: 8-12 entradas de válvula de aguja ├── Llenado Terciario: A través de red de canales internos en las nervaduras └── Diseño Especial: Entradas auxiliares en áreas de huecos para horquillas -
Control de Flujo de Fundido:
-
Diseño de canales de sección variable para compensar la pérdida de presión por diferencias en la longitud de flujo.
-
Instalación de desviadores de fundido en intersecciones de nervaduras para eliminar zonas débiles por líneas de unión.
-
3. Sistema de Enfriamiento de Alta Eficiencia
-
Red de Enfriamiento Tridimensional:
Disposición del Sistema de Enfriamiento: ├── Zona Central de Tacos: Enfriamiento tipo surtidor + insertos de cobre-berilio │ ├── Profundidad del pozo de enfriamiento: 120-180 mm │ └── Coeficiente de transferencia de calor: ≥ 2800 W/(m²·K) ├── Zona del Panel: Canales en espiral cruzados de doble capa │ ├── Espaciado entre canales: 20 ± 2 mm │ └── Control de temperatura del agua: 15-25°C └── Sistema de Nervaduras: Matriz de enfriamiento por microcanales ├── Diámetro del canal: Φ3-5 mm └── Monitoreo de presión: Sensor independiente por circuito -
Gestión del Equilibrio Térmico:
-
Emplea control independiente de temperatura en 32 zonas del molde, ΔT ≤ 2.5°C.
-
Integra sistema de monitoreo en tiempo real por termografía infrarroja.
-
4. Expulsión y Ventilación de Precisión
-
Sistema de Expulsión Compuesto:
-
Emplea expulsión híbrida hidráulico-neumática (fuerza total de expulsión ≥ 80 toneladas).
-
Disposición de vástagos eyectores optimizada topológicamente, factor de concentración de tensiones ≤ 1.3.
-
Equipado con dispositivo de monitoreo de sincronización de la placa eyectora (error de sincronización ≤ 0.1 mm).
-
-
Diseño de Ventilación Inteligente:
-
Ranuras de ventilación tipo laberinto en la superficie de partición (profundidad 0.03-0.06 mm).
-
Bloques de ventilación de metal poroso en áreas de último llenado.
-
Sistema de ventilación asistida por vacío (vacío -0.08 MPa).
-
Estándares de Control de Precisión de Fabricación:
|
Ítem de Control |
Requisito de Precisión |
Método de Inspección |
Relevancia Funcional |
|---|---|---|---|
|
Error de Planicidad |
≤ 0.1% L |
Seguimiento Láser |
Asegura estabilidad de apilamiento |
|
Diferencia de Altura de Tacos |
≤ 0.3 mm |
Medición por CMM |
Previene concentración de tensiones |
|
Simetría de Huecos para Horquillas |
± 0.5 mm |
Calibrador Especializado |
Garantiza operación con carretilla elevadora |
|
Consistencia de Peso |
≤ ± 1% |
Sistema de Pesaje Dinámico |
Controla costo de material |
Parámetros del Proceso de Moldeo:
1. Ventana de Material y Proceso
Configuración del Sistema de Material:
├── Material Base: HDPE (Índice de Fluidez 4-8 g/10 min)
├── Sistema de Refuerzo: Fibra de vidrio 15-25% o carga mineral 30-40%
└── Requisitos de Modificación: Anti-UV, antiestático, retardante de llama, etc.
Matriz de Parámetros de Proceso:
├── Temperatura del Cilindro: 185-220°C (control en cinco zonas)
├── Presión de Inyección: 100-140 MPa
├── Presión de Mantenimiento: 60-90 MPa (decreciente en cuatro etapas)
├── Control de Temp. del Molde: Mitad fija 40-50°C, Mitad móvil 35-45°C
└── Tiempo de Enfriamiento: 60-120 segundos (dependiendo del espesor de pared)2. Estrategia de Prevención de Defectos
-
Control de Alabeo: Emplea control de temperatura diferencial del molde + proceso de dimensionado posterior al enfriamiento.
-
Eliminación de Hundimientos: Aplica presión de mantenimiento pulsante (frecuencia 1.5 Hz) en el reverso de las nervaduras.
-
Depresiones Superficiales: Optimiza el tiempo de solidificación de la entrada, controla el punto de cambio a presión de mantenimiento.
Gestión de Vida Útil del Molde:
1. Sistema de Mantenimiento Preventivo
Configuración de Nodos de Mantenimiento:
├── Cada 10k ciclos: Limpieza del sistema de ventilación, inspección del mecanismo de expulsión.
├── Cada 50k ciclos: Verificación de eficiencia de enfriamiento, limpieza de canales de agua.
├── Cada 150k ciclos: Reparación de superficies desgastadas, calibración del sistema de guiado.
└── Cada 300k ciclos: Inspección integral de rendimiento y restauración de precisión.2. Indicadores Clave
-
Vida Útil del Molde: 500k - 800k ciclos (hasta 1.2 millones con aceros de metalurgia de polvos).
-
Tiempo de Ciclo: 90-180 segundos/ciclo.
-
Indicador de Consumo Energético: 1.2-2.0 kWh/unidad.
-
Período de Recuperación de la Inversión: 8-15 meses.
Datos de Aplicación Industrial:
-
Demanda Anual Global (Pronóstico 2025): Más de 300 millones de unidades.
-
Grado de Estandarización: Cobertura de estándares internacionales (ej. ISO 6780) ~85%.
-
Tendencias Tecnológicas: Desarrollo hacia la inteligencia, ligereza y personalización.
Esta tecnología de molde ha impulsado la transición de las paletas logísticas de madera a plástico, formando clústeres industriales de miles de millones en áreas como Taizhou (Zhejiang) y Dongguan (Guangdong), apoyando la construcción de sistemas de logística modernos como sistemas de paletas compartidas, almacenamiento inteligente y manipulación automatizada.