Molde para clavo reflectante de carretera


Moldes de Inyección para Clavos Reflectantes de Carretera: La Piedra Angular del Moldeado de Precisión y la Seguridad Vial
En el moderno sistema de ingeniería de tráfico, los clavos reflectantes de carretera, que sirven como los "ojos de la carretera", asumen la función crítica de guiar la visión y advertir sobre los límites de los carriles durante la noche. El héroe anónimo que respalda la producción masiva y de alta calidad de este componente de seguridad clave es el molde de inyección para clavos reflectantes de carretera. Como pieza de equipo industrial de precisión, el molde de inyección no solo determina la resistencia física, el rendimiento óptico y la resistencia a la intemperie del clavo, sino que está directamente vinculado al factor de seguridad del tráfico rodado. A diferencia de los procesos tradicionales de fundición a presión de metales o simple prensado en frío, los moldes de inyección transforman materiales termoplásticos en productos de ingeniería estructuralmente complejos a través de alta temperatura y alta presión. Su contenido técnico abarca una profunda intersección de la dinámica de fluidos, la termodinámica y el diseño mecánico de precisión.
Especificidad y Complejidad de la Estructura del Molde
Aunque los clavos son de pequeño volumen, la dificultad de diseño de sus moldes de inyección es considerable. Un clavo reflectante de carretera estándar consta típicamente de una carcasa, una lente reflectante (o perlas), una base y nervios de refuerzo internos. Esto requiere que el molde posea una capacidad extremadamente alta para el moldeo por inserción de múltiples componentes. Durante la fase de diseño, los ingenieros de moldes deben calcular con precisión las tolerancias de posicionamiento de los componentes reflectantes para asegurar que, durante el proceso de inyección, el plástico fundido encapsule herméticamente la lente reflectante o las piezas metálicas preincrustadas. Al mismo tiempo, la presión de inyección no debe causar desplazamiento o deformación de la lente; de lo contrario, se producirá directamente un fallo en el rendimiento óptico.
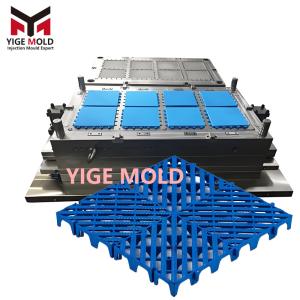
Los moldes suelen adoptar una disposición de múltiples cavidades para mejorar la eficiencia de producción, siendo comunes las configuraciones de "cuatro cavidades" u "ocho cavidades". Para garantizar la consistencia de llenado en todas las cavidades, el diseño del sistema de colada debe seguir estrictos principios de equilibrio. Las ubicaciones del canal principal, los canales secundarios y las puertas de entrada requieren un análisis de simulación por ingeniería asistida por computadora (CAE) para asegurar que el plástico fundido llegue al final de cada cavidad simultáneamente, evitando defectos como "cortos de inyección" o "rebabas". Además, considerando que los clavos deben soportar el rodaje repetido y el impacto de los neumáticos de los vehículos, el interior de la cavidad del molde a menudo presenta mecanismos complejos de correderas y espigas inclinadas para formar estructuras de socapado en la base o hebillas laterales del clavo. Esto hace que la estructura mecánica interna del molde sea excepcionalmente compacta y precisa.
Coincidencia de Características de Materiales y Aceros para Moldes
Los clavos de carretera están expuestos al aire libre durante largos periodos y deben soportar pruebas ambientales severas como radiación UV, corrosión por lluvia ácida, temperaturas extremas e impacto vehicular. Por lo tanto, los materiales seleccionados para los moldes de inyección de clavos deben poseer una resistencia al desgaste, a la corrosión y al pulido extremadamente altas. Típicamente, los componentes centrales (núcleos y cavidades) se fabrican con acero inoxidable de alta calidad, como las series S136 o 420. Estos aceros, tras un tratamiento térmico al vacío, pueden alcanzar una dureza de HRC 48-52. Esto no solo resiste el desgaste por erosión de materiales abrasivos como el nylon reforzado con fibra de vidrio durante la inyección a alta velocidad, sino que también asegura que el molde no se oxide durante el uso a largo plazo, manteniendo el acabado superficial del producto.
En el proceso de inyección, los materiales comunes para los clavos incluyen Policarbonato (PC), Polipropileno (PP) modificado o plásticos de ingeniería ABS. Estos materiales a menudo tienen añadidas fibras de vidrio para mejorar la resistencia, pero esto también aumenta el riesgo de desgaste del molde. En consecuencia, las superficies del molde a menudo se someten a tratamientos de nitruración o recubrimiento PVD para reducir aún más el coeficiente de fricción, prevenir que el plástico se pegue al molde y extender la vida útil del mismo. Esta aplicación extrema de la ciencia de materiales permite que un molde de clavos de alta calidad produzca cientos de miles de unidades de forma estable sin pérdida de precisión.
Sistemas de Refrigeración y Optimización del Ciclo de Moldeo
La eficiencia del moldeo por inyección depende en gran medida de la velocidad de enfriamiento. Como producto de pared gruesa o de espesor variable, si un clavo se enfría de manera desigual, es extremadamente prone a marcas de hundimiento, burbujas de aire o tensión interna, lo que lleva a agrietarse después de la instalación. Para ello, se diseñan canales de refrigeración conformados en el interior del molde de inyección de clavos. A diferencia de los canales de agua taladrados en línea recta tradicionales, los canales conformados serpentean y se disponen estrechamente a lo largo del contorno de la superficie de la cavidad, asegurando una temperatura de molde uniforme en cada punto.
A través del control preciso de la máquina de temperatura de molde, el molde puede enfriar rápidamente el producto hasta la temperatura de eyección después de completar la inyección. Esta capacidad eficiente de intercambio de calor no solo acorta el ciclo de moldeo y aumenta la capacidad, sino que, lo que es más importante, garantiza una cristalinidad uniforme dentro del clavo, dotando así al producto de una excelente resistencia mecánica y estabilidad dimensional. Para los clavos reflectantes de doble cara, el molde también debe considerar el control de la temperatura diferencial entre los moldes superior e inferior para prevenir la deformación por alabeo causada por diferentes tasas de contracción.
Sistemas de Venteo y Control de Calidad de Apariencia
Durante el proceso de inyección a alta presión, si el aire en la cavidad no se ventila a tiempo, se comprimirá generando altas temperaturas, causando defectos como quemaduras, marcas de flujo o llenado incompleto en la superficie del producto. Para las carcasas de clavos que requieren un acabado superficial tipo espejo, cualquier burbuja microscópica es fatal. Por lo tanto, los moldes de inyección de clavos de alta precisión incorporan ranuras de venteo de nivel micrométrico en la superficie de partición, los ajustes de los pasadores de eyección y las holguras de los insertos.
Algunos moldes de alta gama también utilizan insertos de acero poroso, utilizando la estructura de microporos del propio acero para ventilar el gas mientras bloquean el plástico fundido. Este diseño de venteo meticuloso, combinado con el proceso de pulido espejo de la cavidad del molde (típicamente alcanzando el grado SPI A1), asegura que la superficie del clavo producido sea tan lisa como un espejo. Esto no solo es estéticamente agradable, sino que también reduce la adhesión de agua de lluvia y polvo, manteniendo la eficiencia reflectante a largo plazo del clavo.
Diseño Preciso de Mecanismos de Eyección
La desmoldación del clavo es el último paso del ciclo de inyección y también la etapa más propensa a daños en el producto. Dado que los clavos a menudo presentan estructuras de socapado como dientes antideslizantes o agujeros de montaje, el molde debe estar equipado con un sistema de eyección preciso. Esto generalmente incluye una combinación de pasadores de eyección, pasadores de cuchilla, casquillos y eyectores de aire.
Durante el diseño, los ingenieros necesitan calcular con precisión la distribución de la fuerza de eyección para asegurar que el producto reciba una fuerza uniforme en el momento de la desmoldación, evitando el blanqueamiento por estrés o la deformación. Para líneas de producción automatizadas, el molde también debe coordinarse con brazos robóticos, diseñando mecanismos de eyección retardada o de doble eyección para asegurar que el producto se separe completamente del núcleo antes de ser agarrado por el robot. Este control extremo de los detalles garantiza que cada clavo que sale de la línea se ajuste perfectamente a los estándares de instalación en carretera.
Conclusión
En resumen, el molde de inyección para clavos reflectantes de carretera es de ninguna manera una simple ranura de metal, sino un producto de alta tecnología que integra mecanizado de precisión, ciencia de materiales y reología. Desde la ingeniería inversa precisa de datos 3D hasta la disposición equilibrada de sistemas de canales calientes; desde la optimización térmica de canales de refrigeración conformados hasta el pulido fino de ranuras de venteo de nivel micrométrico, cada paso encarna la sabiduría del fabricante. Son estos moldes, esculpidos meticulosamente en acero, los que transforman gránulos de plástico ordinarios en guardianes resistentes de la seguridad vial, protegiendo silenciosamente la fluidez y seguridad de las carreteras durante innumerables días y noches.