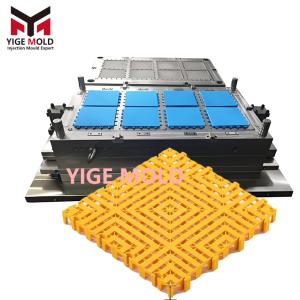
Combined crate and pallet mold


Combined Crate and Pallet Mold: An In-Depth Analysis of Precision Design and Manufacturing Processes
As a masterpiece in the field of large-scale precision injection molding, the combined crate and pallet mold derives its core value from its ability to perfectly form a massive container body and a complex pallet base using a single mold system. This process is not only a rigorous test of mold steel and processing equipment but also represents an extreme challenge to the comprehensive expertise of mold designers in the fields of structural mechanics, rheology, and thermodynamics.
Structural Design
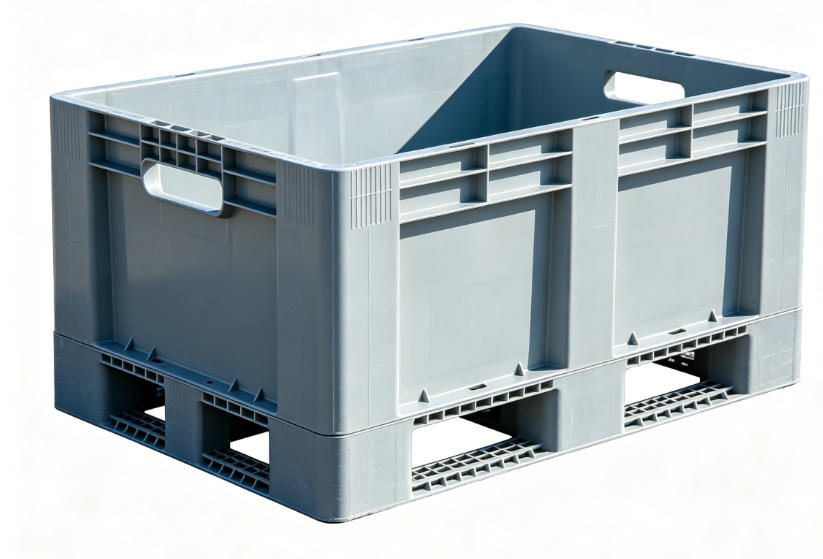
In terms of overall structural design, the combined crate and pallet mold faces immense projected areas and complex undercut features. Given that the product integrates a pallet base (typically a "Chuan"-shaped or "Tian"-shaped structure) with a deep-cavity container, the mold must withstand extremely high clamping forces during injection. Therefore, the mold base typically utilizes high-strength, high-toughness pre-hardened large plastic mold steel (such as 1.2738H or 718H). This is complemented by precision guide pillars/bushings and conical locking mechanisms to ensure absolute alignment accuracy between the moving and fixed halves under high-pressure clamping, preventing flash defects caused by elastic deformation of the mold.
To form bottom forklift pockets, undercuts on the container walls, and side hollow handles, the mold interior must incorporate extremely precise and coordinated multi-group large-stroke slide cores and angled lifting ejection systems. These mechanisms require rigorous interference checking to ensure that during the millisecond moments of mold opening and ejection, they retreat in a strict spatial sequence, allowing the complex internal and external structures of the combined crate and pallet product to demold perfectly and damage-free.
Gating System
The design of the gating system directly determines the mechanical properties and appearance quality of the product. Addressing the characteristic of "significant wall thickness variation" in combined crate and pallet products (thin container walls versus thick pallet bases), modern high-end molds widely adopt open or valve-gated multi-point hot runner systems. Through advanced mold flow analysis (e.g., Moldflow), engineers strategically position hot nozzle gates at the stress centers of the pallet base and specific locations on the container sidewalls. This ensures molten plastic fills the entire cavity at balanced flow rates and with minimal internal stress. Such designs not only effectively prevent weak weld lines caused by excessively long flow paths but also precisely control packing and compensation paths, significantly reducing the risk of warpage in large planar areas.
Cooling System
The balanced layout of the cooling system is the soul of production efficiency. The cooling design for combined crate and pallet molds must overcome the challenges of "sink marks in thick-walled bases and slow cooling of thin-walled containers." The mold interior typically features extremely complex yet efficient conformal cooling channels. Focused cooling is applied to thick sections of the pallet base using baffle-type water wells or spiral water circuits, while surrounding straight-through water channels are employed for the container sidewalls. By precisely controlling the temperature of the circulating coolant to remove heat quickly and uniformly, the mold ensures consistent crystallinity across all parts of the product while drastically shortening the molding cycle—which often takes several minutes—thereby significantly enhancing the economic efficiency of mass production.
Manufacturing Processes
At the manufacturing level, combined crate and pallet molds exemplify the technical standards of modern precision machining. Rough machining of cavities and cores is typically performed using large CNC gantry milling machines, while finishing relies on high-precision 5-axis linkage machining centers. These centers can mill complex multi-surface curves in a single setup, ensuring extremely high positional accuracy and surface quality. For core moving components such as slides and lifters, slow wire EDM (Electrical Discharge Machining) and precision spark erosion are utilized to control mating clearances at the micron level. This guarantees smooth mold action while effectively preventing the risk of material flashing during injection.

Conclusion
In summary, the manufacturing of a combined crate and pallet mold is a highly integrated system engineering endeavor. It demands that manufacturers possess not only deep expertise in mold engineering and precision CNC equipment but also profound insight and understanding of terminal logistics scenarios. From precision mold flow analysis to stringent CNC machining, the relentless pursuit of excellence in every link ultimately forges this precision industrial equipment, capable of continuously supplying robust and highly efficient carriers for modern smart logistics systems.